технология сварки стоек
Сварка стоек – тема, которая, казалось бы, давно не требует особых открытий. Все вроде бы понятно: подготовка, выбор режима, сварка. Но как только дело доходит до реального производства, возникают тонкости, которые не всегда отражены в учебниках. Часто вплетаются разные подходы, выбираются не совсем подходящие материалы, и в итоге получаем не оптимальную конструкцию, требующую доработки. Я вот несколько лет занимаюсь проектированием и изготовлением каркасных сооружений, в основном свинарников, и накопил немало опыта в этой области. Хочется поделиться некоторыми мыслями и наблюдениями, возможно, это будет полезно тем, кто тоже сталкивается с этим вопросом на практике.
Основные этапы и типичные ошибки
В общем-то, процесс сварки стоек делится на несколько этапов: подготовка деталей, выравнивание, выжигание, сварка, контроль качества. Звучит просто, но на каждом этапе может крыться подвох. Самая распространенная ошибка – это некачественная подготовка. Загрязнения, ржавчина, неровности – все это негативно сказывается на прочности соединения. Особенно это критично при сварке стальных стоек. Кроме того, часто недооценивают важность выжигания. Выжигание необходимо для удаления оксидной пленки с поверхности металла, что обеспечивает более качественное сваривание. Видел случаи, когда из-за пренебрежения этим этапом получались соединения с внутренними трещинами. Еще одна ошибка – неправильный выбор режима сварки. Использование неподходящего сварочного аппарата или параметров может привести к перегреву металла, деформации конструкции или образованию дефектов сварного шва.
Подготовка материалов и очистка
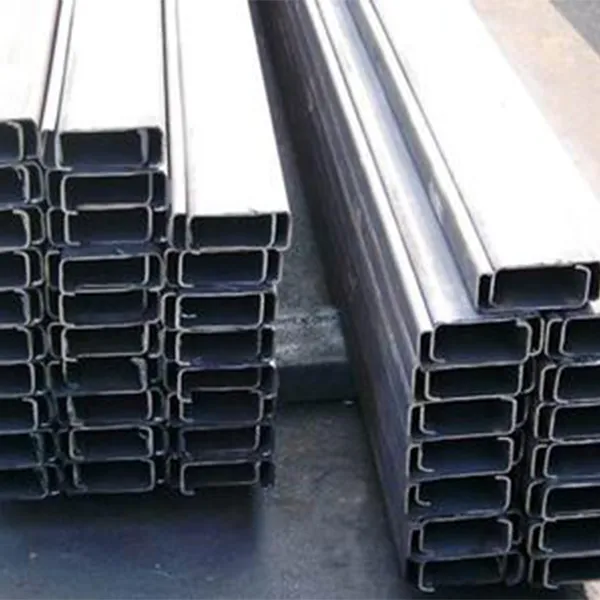
Подготовка – это, пожалуй, самый важный этап. Возьмем, к примеру, стальные стойки для свинарника. Они часто поступают с завода с окалиной и другими загрязнениями. Простое очищение щеткой недостаточно, нужно использовать шлифовальные машины или пескоструйную обработку. Я рекомендую использовать шлифовальные ленты с постепенно уменьшающейся зернистостью. Так можно добиться идеально гладкой поверхности, что существенно повышает качество сварного шва. А если нужно обработать большие объемы, то пескоструйная обработка – это лучший вариант, хотя и требует больше затрат.
Выжигание сварных швов
Выжигание – это процесс нагрева поверхности металла до определенной температуры, при котором удаляются оксиды и другие загрязнения. Это особенно важно при сварке высокопрочных сталей. Я обычно использую газовую горелку для выжигания. Важно контролировать температуру, чтобы не перегреть металл. Перегрев может привести к изменению структуры металла и потере прочности. Обычно достаточно провести выжигание в течение нескольких секунд. После выжигания поверхность металла очищается от окалины и остывает.
Сварочные процессы: выбор и применение
Выбор сварочного процесса зависит от толщины металла, требований к прочности соединения и доступного оборудования. Для сварки стоек чаще всего используют дуговую сварку, в частности, ММА (полуавтоматическая сварка) и TIG (аргонодуговая сварка). ММА – это более простой и доступный вариант, но требует больше опыта и навыков. TIG – это более сложный процесс, но обеспечивает более высокое качество соединения и позволяет сваривать тонкие листы металла. Наши специалисты часто используют TIG при изготовлении каркасов для выращивания птицы, где важна герметичность и отсутствие дефектов. Более тяжелые конструкции, например, для крупных свинарников, обычно свариваются ММА.
Плюсы и минусы ММА и TIG сварки
ММА (полуавтоматическая сварка) – это самый распространенный и доступный сварочный процесс. Его основные преимущества – простота использования, низкая стоимость оборудования и доступность электродов. Однако, ММА не обеспечивает такого высокого качества соединения, как TIG. Соединения, выполненные ММА, часто требуют дополнительной обработки. TIG (аргонодуговая сварка) – это более сложный и дорогой процесс, но он обеспечивает высочайшее качество соединения. Соединения, выполненные TIG, практически не требуют дополнительной обработки и обладают высокой прочностью и герметичностью. TIG позволяет сваривать широкий спектр металлов, включая алюминий и нержавеющую сталь. В нашем цехе TIG используют, как правило, для соединения деталей, где важна герметичность, например, для создания ограждений в птичниках.
Контроль качества сварных швов
Контроль качества сварных швов – это неотъемлемая часть процесса сварки стоек. Необходимо убедиться, что соединения прочные, герметичные и не имеют дефектов. Для контроля качества сварных швов используют различные методы: визуальный осмотр, ультразвуковой контроль, рентгенографию. Визуальный осмотр – это самый простой и доступный метод, который позволяет выявить основные дефекты сварных швов: трещины, поры, включения. Ультразвуковой контроль – это более точный метод, который позволяет выявить скрытые дефекты сварных швов. Рентгенография – это самый надежный метод, который позволяет выявить любые дефекты сварных швов. В нашем цехе мы используем комбинацию визуального осмотра и ультразвукового контроля. Это позволяет нам выявлять практически все дефекты сварных швов и гарантировать их качество.
Инструменты для контроля сварных швов
Для контроля качества сварных швов используют различные инструменты: рулетки, угломеры, штангенциркули, ультразвуковые дефектоскопы, рентгеновские аппараты. Рулетки и угломеры используются для измерения размеров сварных швов и проверки их геометрических параметров. Штангенциркули используются для измерения толщины сварных швов. Ультразвуковые дефектоскопы используются для выявления скрытых дефектов сварных швов. Рентгеновские аппараты используются для выявления любых дефектов сварных швов. Важно правильно выбрать инструмент для контроля качества сварных швов, в зависимости от типа сварного процесса и требований к прочности соединения.
Особенности сварки различных типов стали
Разные марки стали требуют разных режимов сварки. Например, при сварке высокохромовых сталей необходимо использовать специальные электроды и параметры сварки. При сварке низкоуглеродистых сталей можно использовать более простые режимы сварки. Важно учитывать состав стали и ее механические свойства при выборе режима сварки. Неправильный выбор режима сварки может привести к образованию дефектов сварных швов и снижению прочности соединения.
Сварка углеродистой и нержавеющей стали
Сварка углеродистой стали – это самый распространенный тип сварки. Она относительно проста и доступна. Для сварки углеродистой стали используют различные типы электродов. Сварка нержавеющей стали – это более сложный процесс, который требует использования специальных электродов и параметров сварки. Нержавеющая сталь склонна к образованию трещин при сварке. Чтобы избежать образования трещин, необходимо использовать специальные режимы сварки и выбирать электроды, содержащие легирующие элементы.
Недавний опыт и выводы
Недавно у нас был заказ на изготовление каркаса для большого свинарника из высокопрочной стали. Мы использовали TIG сварку для соединения всех элементов каркаса. При этом возникла проблема с образованием внутренних трещин в сварных швах. При анализе проблемы выяснилось, что причиной трещин было недостаточное выжигание поверхности металла перед сваркой. Это был ценный урок, который мы учли в дальнейшей работе. В заключение хочется сказать, что технология сварки стоек – это не просто набор технических параметров, это комплексный процесс, который требует опыта, знаний и внимания к деталям. Не стоит пренебрегать подготовкой материалов, выбором режима сварки и контролем качества сварных швов. Только так можно обеспечить надежность и долговечность конструкции.
Опыт работы ООО Хэнань Жуньюань Стальная Конструкция
ООО Хэнань Жуньюань Стальная Конструкция регулярно сталкивается с различными задачами, связанными с сваркой стоек для свинарников. Благодаря накопленному опыту, мы успешно решаем самые сложные задачи, обеспечивая высокое качество и надежность нашей продукции.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Секции и сопутствующее оборудование для станка супоросных свиноматок
Секции и сопутствующее оборудование для станка супоросных свиноматок -
 Крепление кормушки
Крепление кормушки -
 Оцинкованная стальная конструкция
Оцинкованная стальная конструкция -
 Панель индивидуальной секции станка супоросных свиноматок
Панель индивидуальной секции станка супоросных свиноматок -
 U-образный жёлоб для дверного проёма
U-образный жёлоб для дверного проёма -
 Стойка полностью интегрированного свинарника
Стойка полностью интегрированного свинарника -
 Дверь загона прохода
Дверь загона прохода -
 Оцинкованная стальная решётка для навозоудаления
Оцинкованная стальная решётка для навозоудаления -
 Полностью интегрированный свинарник для доращивания и откорма с сопутствующей инфраструктурой
Полностью интегрированный свинарник для доращивания и откорма с сопутствующей инфраструктурой -
 Секции и сопутствующее оборудование станка опороса
Секции и сопутствующее оборудование станка опороса -
 U-образный жёлоб
U-образный жёлоб -
 Крепление для ПВХ панелей
Крепление для ПВХ панелей
Связанный поиск
Связанный поиск- Вертикальная стойка производитель
- Стандарт резки стоек из профильной трубы завод
- крепёж задней двери опороса
- Проектирование расстояния между стойками поставщик
- Кормушка для свиней завод
- Петля задней двери загона завод
- Сталь круглая оцинкованная поставщики
- Стойки вертикальных аппаратов поставщик
- Вертикальные стальные стойки завод
- Технология антикоррозийного горячего цинкования производитель



